
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

后来为了提高生产效率,采用开发了高周波熔断机再在左右滑台板上加发热板用来加工高周波高频机,这种工艺熔接裁断同步完成,有效的提高了产量,节省了人力物力,目前采用此方案的占多数。相对热压机,此方案成本提高较多,高周波熔断机比热压机成本贵几倍。三、第三个方案,是综合了前两方案的优点,但也有自身的局限,这就是热压熔断机。采购高周波高频机是采用高温热压,因手机皮套都是利用热熔胶粘接,所以这热压也完全可达到效果,再配是增压缸,熔断模,熔接后同步裁切成型!手机皮套热压熔断机特点与高周波熔断机基本相似,相同点在于也是采用上下加热,增压缸两段出力,熔接裁断同步完成,可配熔断模完成生产。不同点在于,热压机没有配备高周波的电器,没有高周波功能,熔接只是运用温度加热再加压,使热熔胶熔化粘合。而投入成本也是很大区别,相比高周波熔断机可以节省费用,对于有些刚投入行业的客户来说,也是非常适宜的!

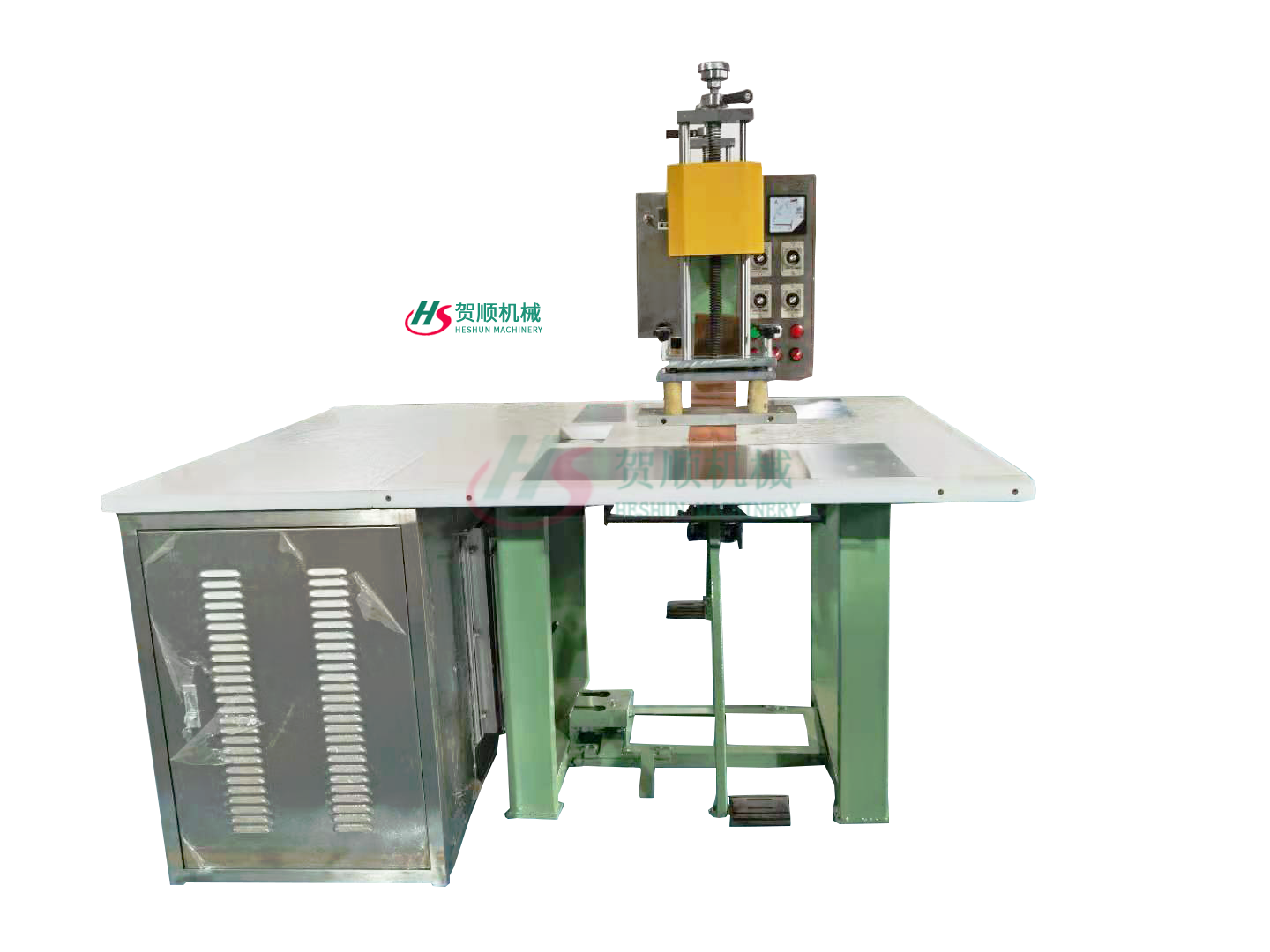
1、机架与电箱的检验:用螺丝刀进行检测,机架上的屏蔽护罩与电箱的震荡桶螺丝是否有松动,否则应予磨修。直观或敲击检查,螺丝若有松动,应换用新螺丝或者重新打孔安装。2、高频震荡桶检测:把电箱顶盖打开,观察震荡桶是否有杂物灰尘等,用气管把灰尘杂物清理干净,并检测电子管灯丝线是否有松动,如果有松动用扳手拧紧。 3、散热风扇的检验:打开设备电源后用耳朵听听是否有风扇的响声或者用手放感觉一下是否 有风出来;高频焊接机最大的特点就是必须保证散热风机正常散热确保电子管的使用寿命。4、气缸的检验:观察气缸垂直度,若连杆泛起弯曲变形,应进行校正。若有裂纹,换用新件,若选用新活塞,应达到技术尺度,活塞与气缸的配合间隙0.03mm ~ 0.09mm。活塞环的配合间隙见表4-2。连杆轴承与轴颈的配合间隙大于0.12mm时,应换用新轴承。5、其他零件的检验:检查进、排=气阀阀片及卸荷阀复位弹簧、油堵弹簧弹力减弱或折断,均换用新件。进、排气阀阀座磨损出凸痕应更换阀板总成,各密封垫圈均换用新件。空滤器滤芯脏污时,可用清洗剂清洗。若严峻脏污可换用新件。6、高周波高频机模具的磨损与试验:采购高周波高频机检修完成后,应进行模具的试验。试验可薄的纸张在模具的四周进行检测。(1)在工作台上检测:用A4纸张在模具四周进行测试,待模具压紧纸张后用手抽拉纸张看看是否能拉动,能拉动的说明模具这个角底,不能拉动说明正常。(2)在材料_上进行试验:首先把高频焊接机同调器调至归零,在工作台上垫-层绝缘膜进行塑料焊接测试, 看看塑料焊接周边清晰度是否一致。
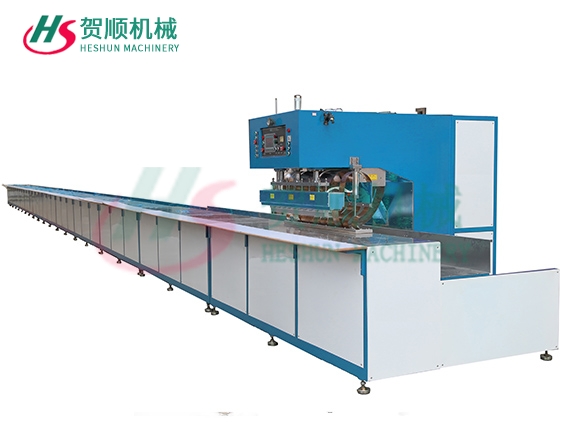
高周波即高频波,高周波的焊接原理、高周波高频机熔接原理与超声波是不一样的,高周波是使用高频电磁场使物料内部分子间相互剧烈磕碰发生高温到达焊接和熔接的意图。高周波同步熔断机,简称高周波熔断机,或者高频熔断机,高频同步熔断机,高周波同步熔断机主要是针对一般 高周波机器无法完结特定商品资料出产加工的一种应对,为了提高产 品的包装质量,所以就需要选用高周波同步熔断机。在谈到高周波塑胶熔接机的熔接焊接原理之后,我们来谈一谈采购高周波高频机的作业原理。高周波同步熔断机、一起熔接与堵截PE、PET、PETG、PETA、等各种环保资料。 一起熔接与堵截纸板和吸塑;一起熔接与堵截合成皮制品; 一起熔接与堵截各种汽车装饰品;一起熔接与堵截各种服饰、商标、表带、皮带等制品;一起熔接与堵截光盘、CD盘袋等。
乌鲁木齐高周波高频机在生产加工塑料过程中,如果设备会出现焊接塑料产品品质不稳定的情况,焊接质量时好时坏,跟高周波熔接机生产厂家沟通后,确定高周波熔接机及模具工装没坏。高周波熔接机不稳定的原因有几点:1.焊接同一批次产品时,焊接制品参差不齐,所有的焊接参数没有变化,可以参看是否有多台设备通用一台空压机,导致焊接时气压不够,建议给高周波高频机设备单独配一台空压机, 或者购买-一个储 气罐。2.更换产品材质,根据产品工艺要求,将塑料制品材质更换为pvc无纺布时,会出现焊不牢、不密封,这个是正常现象,我们要知道, pvc无纺布材质塑料件对高周波熔接要求较高,很难达到焊接牢度。3.高周波熔接机的原理是电磁波渗透加热原理,长时间使用,高周波模具连接部位可能会松动,导致焊接不稳定,要求高周波熔接机使用厂家对设备要定期维护。4.为了节约成本,会使用回料/废料参与高周波焊接,会降低焊接品质,牢度下降。 5.高周波熔接机功率不足,客户选购高周波熔接机时,会考虑设备成本,购买功率相对较小的高周波焊接设备,此类设备在1年时间内可以正常使用,加工一段时间,会出现焊接不稳定,这就是小车拉大磨,得不偿失。


