
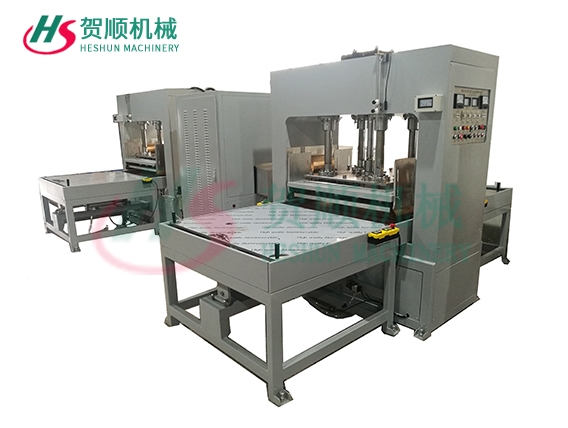
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
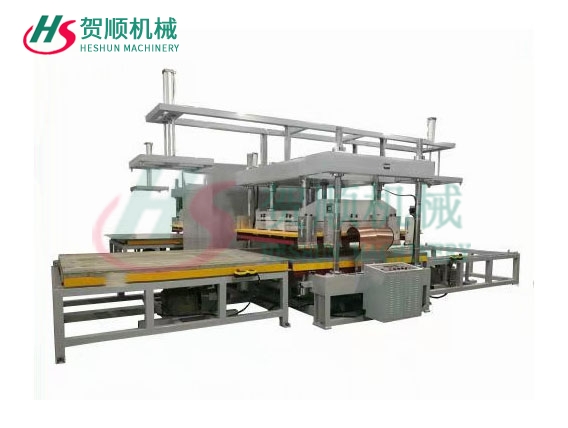
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

广东高周波焊接医疗时塑料焊接不牢是很常见的,通常有3种原因导致焊接不牢:1、高周波设备气压压力过小;2、塑料件厚度最大( 2m以内)并且长度不宜超过2.5米3、塑料材质问题,确认所焊接塑料材质为pvc/ tpu或焊接30%pvc混合材质;推荐高周波焊接医疗熔接塑料过程中发现不牢我们该如何调整设备相关参数,解决方法: 1、调整高周波模具;观察塑料熔接后四周溢胶情况,修整上、下模具的平整度,再次焊接看效果。 2、增加高周波电流;依据模具大小/设备功率增大高周波电流,观察焊接后效果,未熟可再适当增加电流。3、增加熔接时间;观察塑料熔接时间是否太短,材料厚适当增加熔接时间。4、增加定型时间;塑料件太厚适当增加冷却定型时间, 5、增加气压压力;先观察气压阀压力大小,正常压力控制在0.55兆帕

高频机焊接方法(也称为高周波)通常高频机经常应用到各个行业,例如:PVC和PU制品必须用高频机进行焊接。利用高频机焊接方法制造常见的产品有防水油布,帐篷,天花板,户外广告横幅,水床,充气艇,滴灌和血袋,张力结构,输送带,雨服等。高周波焊接医疗原理和优点:高频机焊接的主要原理是根据待焊接材料的介质电加热。被置于两块金属板(电极)之间的材料片材,随后的高频电压被连接到塑料片材。其结果是:在材料中的分子开始振动,分子的快速运到产生热量加热至熔化的温度。两层材料通过高频电流的同时,并按下在一起,层层融在了一起,并形成了可以承受强大拉力的焊接接头。高频机焊接的优点是焊接速度:在几秒钟之内,广东高周波焊接医疗是从材料内部加热和快速熔接。其它焊接方法(带细丝,热空气或红外线辐射)与高频机焊接法相比较,其它焊接法热量必须从外界补充。这意味着热量必须首先穿透的物质,以使其塑性融化足以形成焊接,这种焊接方法的主要风险是烧坏焊接材料的顶层,也就是说容易使焊接材料的表面变形。在高频磁场下一些材料产生的热量比其它更多的热量,并因此更适于高频机焊接。这是因为在某种程度上的材料的分子允许自己振动的高频场的结果。这被称为材料的损耗因子。材料的损耗因子越大,就越容易采用高频设备来焊接材料。特别容易焊接的热塑性塑料,如PVC和PU ;这些材料是采用高频焊接机专门焊接。PE等硬质塑料是难以用高频方法焊接。
1、机架与电箱的检验:用螺丝刀进行检测,机架上的屏蔽护罩与电箱的震荡桶螺丝是否有松动,否则应予磨修。直观或敲击检查,螺丝若有松动,应换用新螺丝或者重新打孔安装。2、高频震荡桶检测:把电箱顶盖打开,观察震荡桶是否有杂物灰尘等,用气管把灰尘杂物清理干净,并检测电子管灯丝线是否有松动,如果有松动用扳手拧紧。 3、散热风扇的检验:打开设备电源后用耳朵听听是否有风扇的响声或者用手放感觉一下是否 有风出来;高频焊接机最大的特点就是必须保证散热风机正常散热确保电子管的使用寿命。4、气缸的检验:观察气缸垂直度,若连杆泛起弯曲变形,应进行校正。若有裂纹,换用新件,若选用新活塞,应达到技术尺度,活塞与气缸的配合间隙0.03mm ~ 0.09mm。活塞环的配合间隙见表4-2。连杆轴承与轴颈的配合间隙大于0.12mm时,应换用新轴承。5、其他零件的检验:检查进、排=气阀阀片及卸荷阀复位弹簧、油堵弹簧弹力减弱或折断,均换用新件。进、排气阀阀座磨损出凸痕应更换阀板总成,各密封垫圈均换用新件。空滤器滤芯脏污时,可用清洗剂清洗。若严峻脏污可换用新件。6、高周波焊接医疗模具的磨损与试验:推荐高周波焊接医疗检修完成后,应进行模具的试验。试验可薄的纸张在模具的四周进行检测。(1)在工作台上检测:用A4纸张在模具四周进行测试,待模具压紧纸张后用手抽拉纸张看看是否能拉动,能拉动的说明模具这个角底,不能拉动说明正常。(2)在材料_上进行试验:首先把高频焊接机同调器调至归零,在工作台上垫-层绝缘膜进行塑料焊接测试, 看看塑料焊接周边清晰度是否一致。

广东高周波焊接医疗常见故障处理方法有很多种?例如最常见的是高周波打火花,那么可以拿气枪吹干净,高周波频率调低一点,高周波压的产品保持干净,下面有由介绍怎样应对高周波的常见故障:高周波设备压出的塑胶产品不理想,解决方式: 1、高周输出过大或过小,应调节同调器,反复测试,调到一个合格的参数。2、高周波焊接医疗设备熔接时间过长或过短,应根据不同的材质将熔接的时间相对调断或调长反复摸索。3、高周波电子管老化,应换一个新的电子管测试一下。(以下为不同功率的高周波电子管).贺顺(深圳)机械设备有限公司是一家集研发、制造、销售为一体的设备制造企业。专业从事高周波机械、超声波设备以及圆筒成型设备,自动化非标定制设备的研发和制造,致力于为广大用户提供自动化高周波、超声波焊接解决方案。公司自主研发各种塑料包装焊接设备,广泛应用于塑料塑胶包装焊接及电子产品组装等行业,并竭力为客户提供高效、优质的自动化设备作业服务。
超声波塑料焊接机焊接注意要点?1、热阻要达到工件的溶点:高周波焊接医疗换能器把电磁能转换为机械后,通过工件化学物质分子进行传导,超声波声波在固体中地传导声阻远小于在空气中的声阻,当声波通过工件接缝处时,间隙中的声阻大,产生的热能非常就大。温度首先达到工件的溶点,再加上一定的压力,使接缝处熔接。而工件的其他部分由于热阻小,温度低不会熔接。2、推荐高周波焊接医疗输出功率要衡定:超声波焊接机功率的大小,同压电陶瓷片的直径和厚度、材料、设计工艺决定,一但超声波换能器定型,最大功率也就定型了,衡量輸出能量的大小是一个复杂的过成,并不是超声波换能器越大,电源电路使用超声波功率管越多,輸出能量就越大,它须要非常复杂的振幅测量仪,才能准确测量其振幅。以上的这些内容就是关于超声波塑料焊接机焊接注意要点的相关内容,如果您还想要了解更多关于超声波塑料焊接机的相关内容,欢迎联系在线客服,我们将必将竭诚为您服务。

在开展塑料焊接时,一般焊接必须高溫,高溫造成是由气体燃烧,例如:乙炔等,针对超声波塑料焊接机来讲,其高溫超声是通过超声波造成高频率震动,这类高频率震动,能够 通过焊接件将超声波动能传送到焊区,因为焊区即2个焊接的交界层处声阻大,因而会造成高溫。高周波焊接医疗当通过以上方式超声高溫后,因为塑料传热性差,一时间发热量无法得到立即释,而集聚在焊区,进而造成 2个塑料表面快速熔融,熔融后的塑料,再历经外力,就可以使2个塑料非常好地黏合在一起。带黏合坚固后,撤掉外力,那样2个塑料获得非常好的结合,焊接的抗压强度更强。推荐高周波焊接医疗的焊接效果好坏,关键影响因素有下列三个:(1)换能器超声波模具的震幅。换能器可以操纵超声波,操纵震动力度,进而能够 操纵其所造成的溫度.(2)焊接時间。焊接時间确保二种塑料的粘接效果,粘接后的可靠性怎样。(3)外力尺寸。外力是确保塑料粘接效果更优,外力不可以很大,不然非常容易造成 形变。


