
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D
南宁高周波塑胶熔接机遇到危害如何处理?主要有哪些呢?电解质分子虽然是中性,但其电荷分布是不均衡的。正、负电荷的重心重合的,称为非极性分子;正、负电荷的重心不重合的,称为极性分子。在电场的作用下,非极性分子的正负电荷分别朝相反的方向移动,致使分子发生“极化作用”,被极化的非极性分子和前述极性分子,会随着电场正、负极的变化而发生重新排列,这种现象被称为“取向作用”。由于高周波塑胶熔接机电磁场方向变化很快,故取向作用也非常迅速。在取向过程中,分子与分子间发生大量碰撞是、摩擦而产生大量的热。此时,部分电能已在人体体内转化为热能。其次,机体内还有电解液,其中的阴、阳离子固受电场的作用也向相反的方向运动。东莞高周波折盒机当频率很高时,离子只能在其平衡位置作定向高频振动。这种振动,也使部分电能转化为热能,而使体液温度升高。 此外,人体体液和软组组,其导电能力较好,在电场作用下,还会产生感应电流;因而人体体内还有涡流所形成的热效应。

南宁高周波塑胶熔接机出现此故障状况时要留意分辨是有高频输出时跳闸或是无高频输出时跳闸。无高频输出时跳闸请检查灯丝变压器是不是漏电、连接电缆是不是有绝缘层破损漏电;有高频输出时跳闸原因是整机工作电流偏大所致,导致原因有:1.高频部分有严重短路(包含电子管毁坏),可参考过“电流保护”中的方式 解决;2.直流高压供电回路短路,应检查高周波熔断机的高压滤波电容是不是击穿漏电、灯丝变压器的灯丝绕组是不是对地漏电、电子管支架固定电容(高频耦合电容)是不是击穿漏电、整流二极管是不是有击穿短路状况;3.高周波塑胶熔接机的高压变压器是不是对地击穿漏电、可断开整流板输出端试机:若故障存在则说明高周波熔断机的高压变压器毁坏;若故障消失则故障是后级电路引起;漏电开关自身缘故:漏电开关的工作电流低于机器的输入电流;漏电开关的抗干扰能差,受高频干扰而引起的误动作。

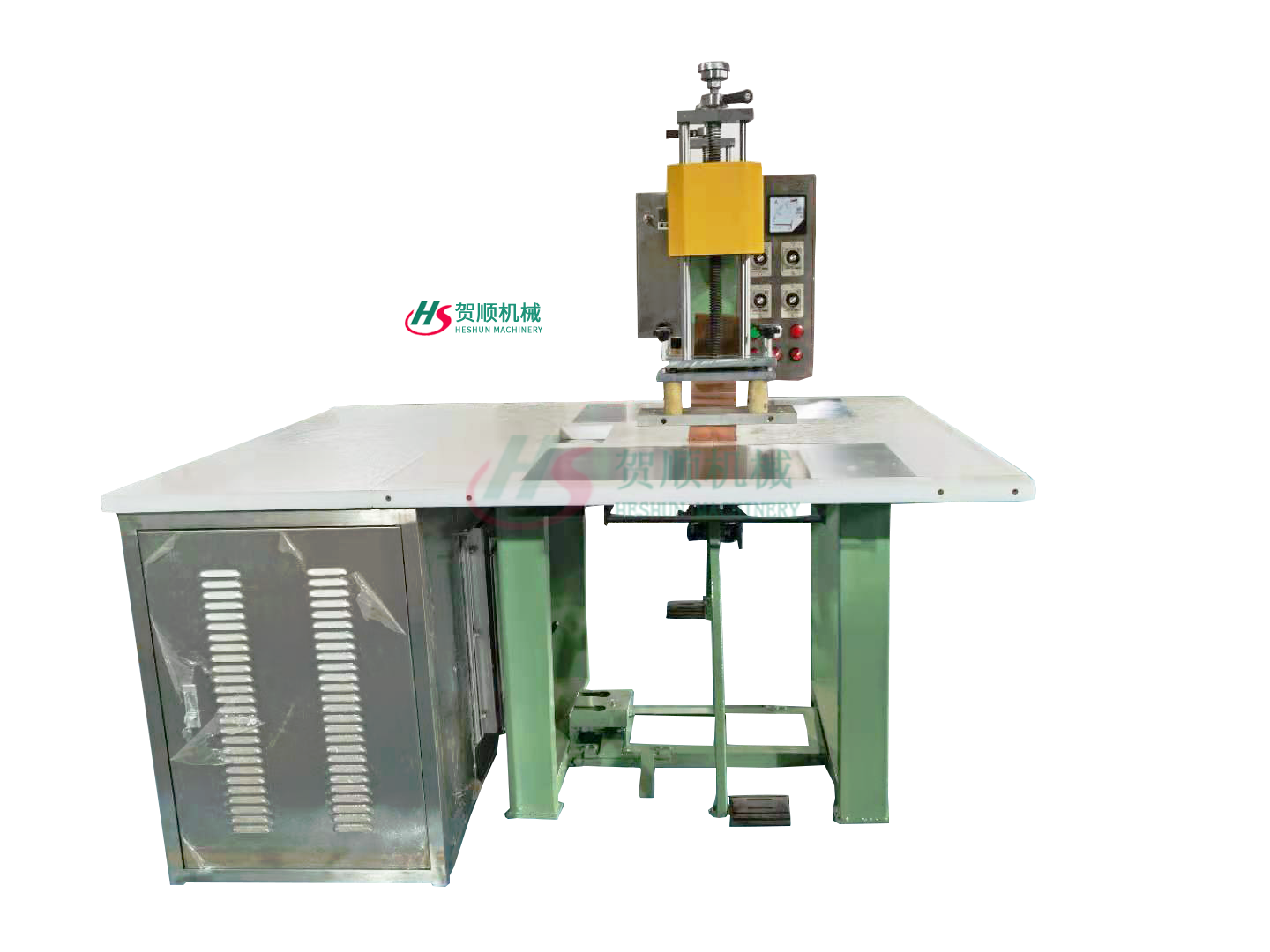
高周波焊接机哪些特点?本机两个滑台位,操作员只需放入产品,按下滑台前进按钮,高周波塑胶熔接机机头就自动下降、加热、上升,滑台退出,完成全部简单操作过程,工作人员无需特别培训就可使用本机;输出力的调较:采用特有低损失的同轴振荡器,可以随时因模具大小及胶料厚薄而调较输出力的强弱,使操作采购高周波塑胶熔接机时不做成干扰电讯,不是其它牌子可以比较,出力的调较亦可配合时间制,可最大出力在最短时间内熔断产品,提高生产量;保护装置:限流保护:当输出力调较过大时,会切断高周输出故可保护机内电子管不致因电流过大而损坏;⑴ 火花保护:在工作过程中,如果模具产生跳火现象,保护器会切断输出,模具亦自动上升、离开产品、使模具不致跳火而损坏;⑵ 紧忽制:在工作过程中,可以随时停止高周波输出同时模具回到原位。
使用南宁高周波塑胶熔接机时的注意事项:*高周波机安装准备:高波机安装时首先要固定机架四角脚,有的小机配有滚轮,另配有杯座脚,所以得先放下杯脚以固定机器,调整平衡不能晃动。*高周波机的放置位:高周波机使用必须放置空气干燥的房间,最放能透风,机器与墙壁保持30公分以上距离,保持车间的清洁,不能有大灰尘,灰尘会引起高周打火。*高周波塑胶熔接机的接地:高周波机安装时,要注意接地配置,也就是连接到正确的地面,以保证安全高效的生产。日常使用的维护:日常生产中,要定期检查高周波机,如有严重的绝缘损伤,烧伤或破裂的地方,必须马上更换绝缘物,如果继续工作下去,会产生火花,致操作无法完成。*经常打火的处置:如果有经常发生火花现象,这种现象产生的是有几种原因:1、由于上下模接触在一起,高周波输出时产生的。2、空间灰尘太重,模具等打火后清理不干净。3、模具没有调好平衡等。如果不及时检查维修,将导致高频机械零件损坏,影响正常工作,所以应及时找出原因维修好。

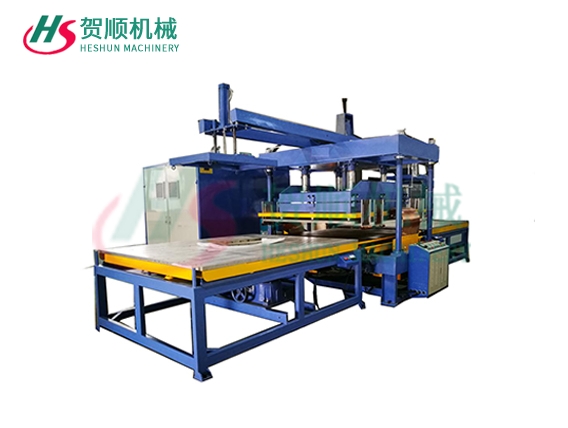
高周波同步熔断机,简称高周波熔断机,或是高频率熔断机,高频率同步熔断机,高周波熔断机主要针对于普通高周波机器没法完成特殊产品材质生产制造的一类应对,为了更好地提升产品的包裝产品质量,故此就须要行走式高周波塑胶熔接机选用高周波同步熔断机。那在正常情况下的运用全过程中出現高频机、高周波熔断机机器设备忽然不加热缘故主要有以下几点:1、南宁高周波塑胶熔接机交流接触器不吸合,沒有接入高压LH-500DG蛋糕盒底快速成型机;2、高周波熔断机熔接時间制受损,時间不工作中;3、高周波熔断机电子管机械故障,灯丝没亮或受损; 4、火花保护中,磨具或是电容器片短路故障;5、高频率开启开PVC圆桶成形机关受损

1、每次开机前检查气压,电路是否正常;每次工作完成后先关掉机器面板电源开关,五分钟后方可关掉总制电源开关。2、机器磨合处定期加润滑由。3、过滤器定期排水,加润滑由。4、高周波塑胶熔接机设备周边保持清洁,良好的散热。5.设备存放于干燥、无尘场所,每月清理一到二次机箱内部卫生,如长时间不工作务必用布盖好机器,以防灰尘进入机器。2、南宁高周波塑胶熔接机操作工作台面板分别为机头的两边,操作方式主要是由操作人员右脚踏定位和左脚开关,焊接过程由时间自动控制,左右机头交替使用,振荡管一次使用或隔太长时间再使用的话,务必预热半个小时以上,以延长振荡管的使用时间。


