
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D
手机皮套,在目前市场上有两种主要的加工方式:一是用高周波焊接医疗或热压机压合裁切成型,加工效率高。另一种是传统的针车缝合,产品结实,效率较低。而热压与高周波压合针对性也有些区别,下面小编简单介绍下两种工艺的优劣。做手机皮套到底用热压机好呢还是用推荐高周波焊接医疗好?两者区别优劣如何?做手机皮套目前有多种做法,优劣各有不同,客户可根据自己情况选择适宜方案,并非有绝对好方案适宜所有产品的。一、以前做得多的是车缝,后开发改用普通热压机或高周波机,先压合熔接后再另用裁切机裁切成型,此法延续至今仍有很多工厂采用此工艺;这种做法优势是工艺简单,投入成本低,缺点是工序多,相对生产效率较低。

首先观查电子管是不是灯亮;2、把气源断开,开启高周波熔断机高频开关后观查高频率电流表指针是不是在0.2A;3、假如电流表无法显示,还可以检验栅极电阻器是不是正常情况下或是观查交流接触器是不是吸合工作中;4、假如电流表有显示并在0.2A情况下自動转盘式高频机,还可以检验磨具或是电容器片有打火现像;5、观查高周波熔断机熔接時间显示灯是不是能依照调整時间值跳动;同高周波,高周波焊接医疗、高频机熔接焊接的原理相仿,高周波焊接医疗依然是高周波热合机价格运用高周波技术原理,来对生产加工的原材料完成熔接焊接,不一样的是,高周波熔断机,还可以在原材料熔接焊接的同时,或是原材料熔接焊接之后的数秒内迅速切断不必要一部分,可使产品的生产加工实际效果更加完美。以上内容希望能够对你有所帮助,如果你想要了解更多关于高周波熔断机的相关信息欢迎点击本公司网址进行浏览!
北京高周波焊接医疗在生产加工塑料过程中,如果设备会出现焊接塑料产品品质不稳定的情况,焊接质量时好时坏,跟高周波熔接机生产厂家沟通后,确定高周波熔接机及模具工装没坏。高周波熔接机不稳定的原因有几点:1.焊接同一批次产品时,焊接制品参差不齐,所有的焊接参数没有变化,可以参看是否有多台设备通用一台空压机,导致焊接时气压不够,建议给高周波焊接医疗设备单独配一台空压机, 或者购买-一个储 气罐。2.更换产品材质,根据产品工艺要求,将塑料制品材质更换为pvc无纺布时,会出现焊不牢、不密封,这个是正常现象,我们要知道, pvc无纺布材质塑料件对高周波熔接要求较高,很难达到焊接牢度。3.高周波熔接机的原理是电磁波渗透加热原理,长时间使用,高周波模具连接部位可能会松动,导致焊接不稳定,要求高周波熔接机使用厂家对设备要定期维护。4.为了节约成本,会使用回料/废料参与高周波焊接,会降低焊接品质,牢度下降。 5.高周波熔接机功率不足,客户选购高周波熔接机时,会考虑设备成本,购买功率相对较小的高周波焊接设备,此类设备在1年时间内可以正常使用,加工一段时间,会出现焊接不稳定,这就是小车拉大磨,得不偿失。

高周波折盒机受到干扰怎么办?1、高周波机干扰信号频谱分析 :高周波焊接医疗的功率输出电子管自身振荡且输出信号,因此它的基波频率稳定性较差,会随着机柜内温度和工作条件(输出功率调节和工件大小、厚薄等)的变化而波动,虽然变化只有零点几兆赫,就可能有个别干扰信号由某个频道转移到其相邻的频道上。推荐高周波焊接医疗机的输出功率大,大高压(3kV)直流电源的电流也比较大(1A左右),而它的大高压整流电源却十分简单,用4只1A/10kV高压硅堆加一.1μF/8kV的滤波电容器组成。由于滤波电容容量太小,高压直流电源实际上是100Hz的脉动直流电源,高频机输出的高频信号中实际上调制有调制度接近100%的100Hz的交流信号,这对高频机的工作性能没有多大不良影响,却可因非等幅振荡信号而减少电子管的功耗,延长电子管的使用寿命。所以高频机干扰电视机的实质是一种调制有高频信号的交流声干扰,当高频机的干扰信号串入电视机后,会在电视屏幕上产生两个宽横条的100MHz交流声调制状干扰,干扰强度大时,两个横条全部变白,干扰强度小时,两横条内分布着网状波纹(与一般的交流声干扰不同),而伴音则为100MHz交流声。
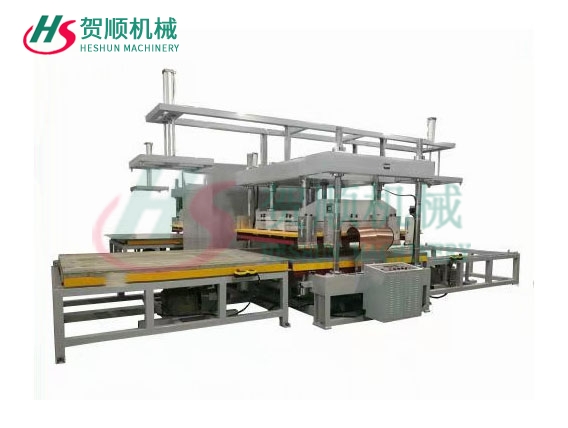
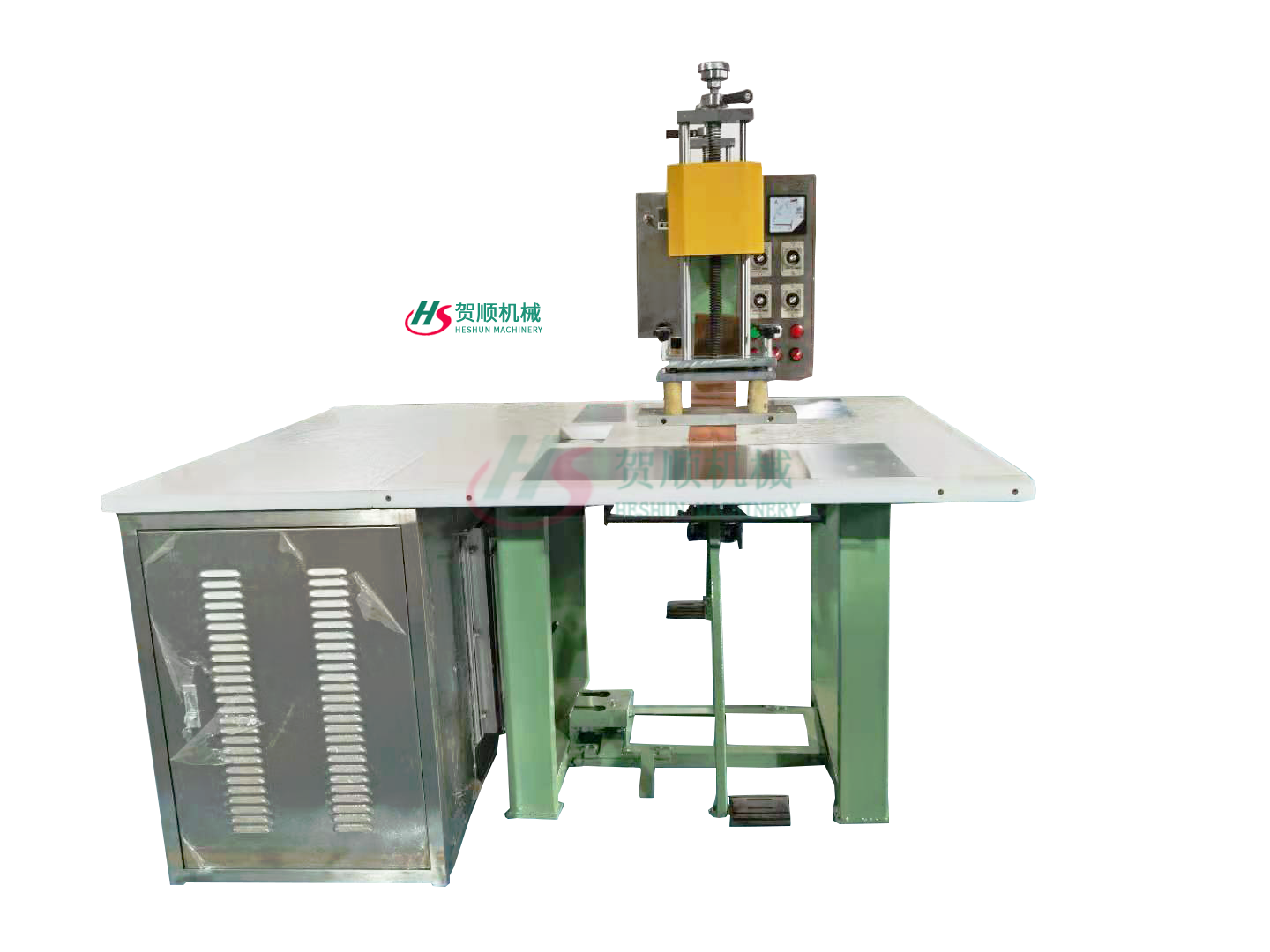
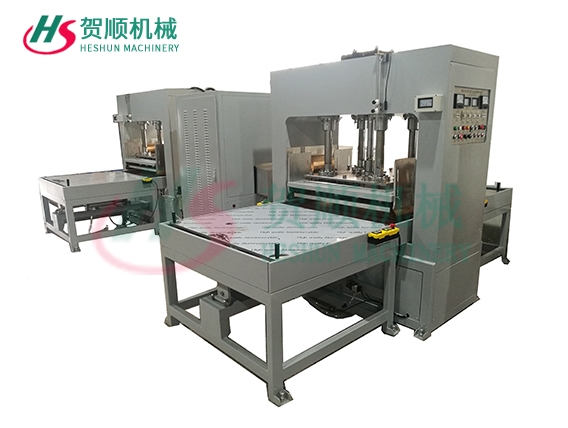
推荐高周波焊接医疗广泛运用的行业:电机业:变压器(火牛)蓄电池,电子整流器,开关插头,继电器等;家电业:洗衣机平衡环,蒸气熨斗,遥控器,风轮叶等;化妆业:口红外壳,雪花膏外壳,化妆盒等;食品业:食品容器,保温瓶,餐盒等;文具业:PP文书夹,笔架,订书机,墨水盒等;电子业:录音带壳,计算机,电子表,录像盘,磁盘片,色带等;玩具业:遥控车船,塑料玩偶,水枪等;交通业:车灯外壳,滤清器,反光器,码表,喇叭等。 贺顺(深圳)机械设备有限公司是一家集研发、制造、销售为一体的设备制造企业。专业从事高周波机械、高周波焊接医疗超声波设备以及圆筒成型设备,自动化非标定制设备的研发和制造,致力于为广大用户提供自动化高周波、超声波焊接解决方案。公司自主研发各种塑料包装焊接设备,广泛应用于塑料塑胶包装焊接及电子产品组装等行业,并竭力为客户提供高效、优质的自动化设备作业服务。

北京高周波焊接医疗时塑料焊接不牢是很常见的,通常有3种原因导致焊接不牢:1、高周波设备气压压力过小;2、塑料件厚度最大( 2m以内)并且长度不宜超过2.5米3、塑料材质问题,确认所焊接塑料材质为pvc/ tpu或焊接30%pvc混合材质;推荐高周波焊接医疗熔接塑料过程中发现不牢我们该如何调整设备相关参数,解决方法: 1、调整高周波模具;观察塑料熔接后四周溢胶情况,修整上、下模具的平整度,再次焊接看效果。 2、增加高周波电流;依据模具大小/设备功率增大高周波电流,观察焊接后效果,未熟可再适当增加电流。3、增加熔接时间;观察塑料熔接时间是否太短,材料厚适当增加熔接时间。4、增加定型时间;塑料件太厚适当增加冷却定型时间, 5、增加气压压力;先观察气压阀压力大小,正常压力控制在0.55兆帕


