
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

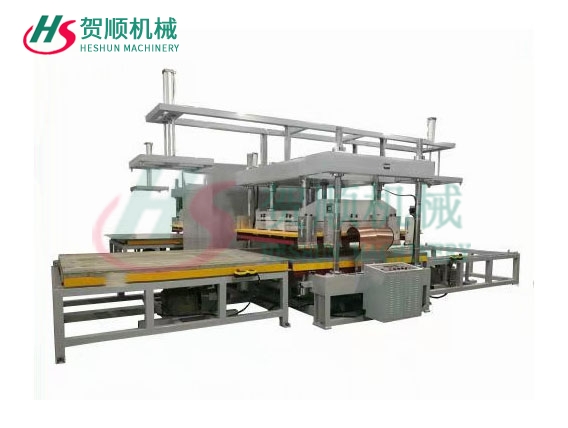
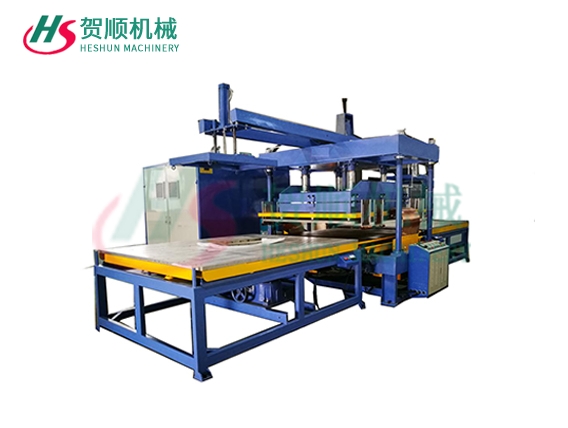
采购高周波圆盘焊接机广泛运用的行业:电机业:变压器(火牛)蓄电池,电子整流器,开关插头,继电器等;家电业:洗衣机平衡环,蒸气熨斗,遥控器,风轮叶等;化妆业:口红外壳,雪花膏外壳,化妆盒等;食品业:食品容器,保温瓶,餐盒等;文具业:PP文书夹,笔架,订书机,墨水盒等;电子业:录音带壳,计算机,电子表,录像盘,磁盘片,色带等;玩具业:遥控车船,塑料玩偶,水枪等;交通业:车灯外壳,滤清器,反光器,码表,喇叭等。 贺顺(深圳)机械设备有限公司是一家集研发、制造、销售为一体的设备制造企业。专业从事高周波机械、高周波圆盘焊接机超声波设备以及圆筒成型设备,自动化非标定制设备的研发和制造,致力于为广大用户提供自动化高周波、超声波焊接解决方案。公司自主研发各种塑料包装焊接设备,广泛应用于塑料塑胶包装焊接及电子产品组装等行业,并竭力为客户提供高效、优质的自动化设备作业服务。
广州高周波圆盘焊接机在工作时的有各种各样的操作事项发生,下面我司根据一直在使用的全自动高周波机经常发现在的事项,分类为以下十项注意事顶,归纳为以下十点,敬请大家照以下的方式使用,会使你的高周波机器寿命更长,并且操作过程中更顺利。1.高周波圆盘焊接机在每次开机时,一般都需要等待5-15分钟,有利于焊接机电子真空管预热,保护真空管的使用寿命,这个是对机器的一个重要认识,如果太久没用者,请预热时间更长,这样能对电子管的保护更好,以免电子管坏掉而造成损失。2. 全自动高周波必需装上良好的接地保护端,也就是接上正确的地线,有利于焊接设备对人身安全的保护,.机器的上下电极两端,或者机器的上下模具之间必需有绝缘物或者工作件,不可直接碰在一起,也就是工作件离开机器的时候,不可以使得上下电极,或者上下模具直接接触。(下面为高周波下模加绝缘材料的图片) 3. 当输出全自动高周波时,谨记不要用手直接触摸机器的上电极输出端(即焊接机上模),也不要用万能表、试电表、其它低频、低压的仪表,试图直接量测上极输出端,这样会导致事故发生,是极为不正确的高周焊接机操作方式。 4. 若全自动高周波机发生打火现象时,首先检查加工件的平整度,工作台面是否洁净,然后是绝缘材料是否完好,一旦发现有损毁、烧坏、击穿的地方,请马上更换绝缘材料,防止上下电极直接接触,可避免对机器和机器模具及加工件造成毁坏。5. 全自动高周波机在工作时,电子真空管会产生高能热量,因此全自动高周波不可放置于会产生高热的机器旁,或者温度较高的其他空间范围,也不适宜放在太阳直接照射到的地方,这些环境对全自动高周波的重要组成部件,真空电子管会有很大的不利于散热因素,因此不建议放置。6. 全自动高周波加工的加工件,尽量不可有水分、尘埃,要注意洁净和干燥,否则会使机器容易导致打火。

手机皮套,在目前市场上有两种主要的加工方式:一是用高周波圆盘焊接机或热压机压合裁切成型,加工效率高。另一种是传统的针车缝合,产品结实,效率较低。而热压与高周波压合针对性也有些区别,下面小编简单介绍下两种工艺的优劣。做手机皮套到底用热压机好呢还是用采购高周波圆盘焊接机好?两者区别优劣如何?做手机皮套目前有多种做法,优劣各有不同,客户可根据自己情况选择适宜方案,并非有绝对好方案适宜所有产品的。一、以前做得多的是车缝,后开发改用普通热压机或高周波机,先压合熔接后再另用裁切机裁切成型,此法延续至今仍有很多工厂采用此工艺;这种做法优势是工艺简单,投入成本低,缺点是工序多,相对生产效率较低。

使用广州高周波圆盘焊接机时的注意事项:*高周波机安装准备:高波机安装时首先要固定机架四角脚,有的小机配有滚轮,另配有杯座脚,所以得先放下杯脚以固定机器,调整平衡不能晃动。*高周波机的放置位:高周波机使用必须放置空气干燥的房间,最放能透风,机器与墙壁保持30公分以上距离,保持车间的清洁,不能有大灰尘,灰尘会引起高周打火。*高周波圆盘焊接机的接地:高周波机安装时,要注意接地配置,也就是连接到正确的地面,以保证安全高效的生产。日常使用的维护:日常生产中,要定期检查高周波机,如有严重的绝缘损伤,烧伤或破裂的地方,必须马上更换绝缘物,如果继续工作下去,会产生火花,致操作无法完成。*经常打火的处置:如果有经常发生火花现象,这种现象产生的是有几种原因:1、由于上下模接触在一起,高周波输出时产生的。2、空间灰尘太重,模具等打火后清理不干净。3、模具没有调好平衡等。如果不及时检查维修,将导致高频机械零件损坏,影响正常工作,所以应及时找出原因维修好。
高周波高频机械的正确操作顺序应该是怎么样的呢,很多客户朋友会经常问到这个问题,尤其是高周波机械操作员工,下面我将简单介绍高周波高频机械在使用过程中的正确操作顺序.一. 在高周波高频机械使用之前,先接通三相AC380V电源,并打开总开关,再打开高周波机台侧边控制箱上的电源开关,这里一定要注意,高周(高频0开关暂时需要关闭,然后打开高周波机加热系统电源开关,真空管和热模就开始预热了.二. 在高周波圆盘焊接机的下模辅助粘贴上绝缘材料,一般推荐使用高温布,高周波机上极端装上上模,按下高周波机试模开关,并且调试上下模接合位置保持水平,如果高周波圆盘焊接机模具上下模接合不良,就移动下模,如果水平不合,就调较上模的四支柱子,直到高周波高频模具调至水平状态为止.三. 高频模具调至水平后,调节高周波控制台相关时间控制器(高周波机机头下降时间,熔接时间,定型时间),高周波机头下降时间即高周波模具上模运行到压紧下模的时间.熔接时间.即高周波输出时间,定型时间,即固化时间,相关时间需灵活应用,并无固定值数,需要注意的是,双头脚踏机型,只有高周熔接时间.四. 高周波高频机械第一次调模,需将高周波机同调谐调的间距调到最大.五. 当以上操作完成,且温度也达到所需时,这个时候可以把高周开关打上,开始操作测试,熔接热合焊接所需加工件.


