
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

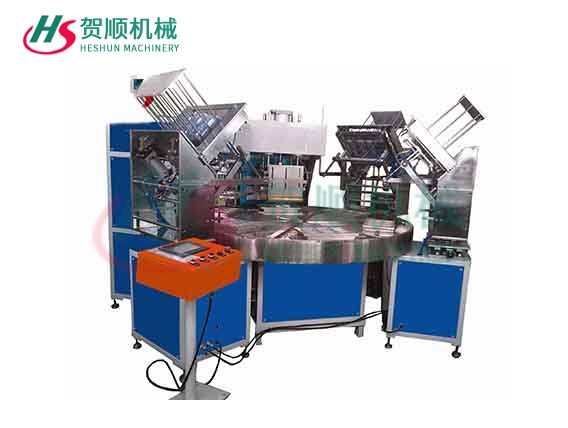
推荐高周波吸塑机的正确使用方法:1.在高周波机的上模輔助黏贴上绝缘层材料,一般强烈推荐应用高温布,高周波机上极端化装上模,按住高周波机试件电源开关,而且调节左右模紧密连接部位维持水准,假如高频机模具左右模紧密连接欠佳,就挪动上模,假如水准不符合,就调较下模的四支柱头,直至高频机高频率磨具调至水准情况才行。2.高频率磨具调至水准后,调整高频机控制面板有关时控(高周波机发动机下降时间,溶接時间,定形時间),高周波机头下降时间即高周波模具下模运作到卡紧上模的時间.溶接時间.即高频机輸出時间,定時间,即干固時间,有关時间需灵便运用,并无数值数,必须留意的是,多头脚踩型号,仅有高周溶接時间。3.高周波吸塑机第一次调模,需将高周波机同格调协调的间隔调到较大。4.成为实际操作进行,且溫度也做到需要时,这个时候能够 把高周电源开关打上,刚开始实际操作检测,溶接热熔电焊焊接所需零件加工。
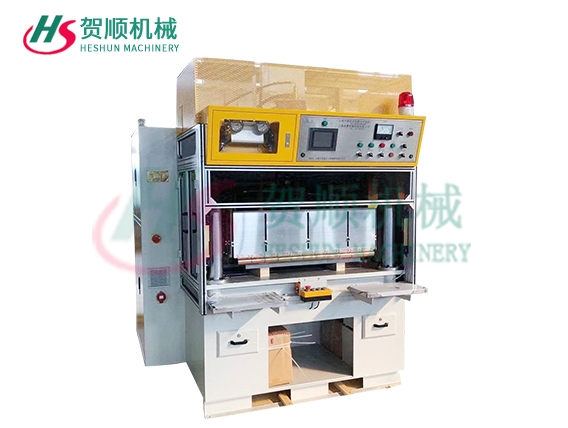
南宁高周波吸塑机出现此故障状况时要留意分辨是有高频输出时跳闸或是无高频输出时跳闸。无高频输出时跳闸请检查灯丝变压器是不是漏电、连接电缆是不是有绝缘层破损漏电;有高频输出时跳闸原因是整机工作电流偏大所致,导致原因有:1.高频部分有严重短路(包含电子管毁坏),可参考过“电流保护”中的方式 解决;2.直流高压供电回路短路,应检查高周波熔断机的高压滤波电容是不是击穿漏电、灯丝变压器的灯丝绕组是不是对地漏电、电子管支架固定电容(高频耦合电容)是不是击穿漏电、整流二极管是不是有击穿短路状况;3.高周波吸塑机的高压变压器是不是对地击穿漏电、可断开整流板输出端试机:若故障存在则说明高周波熔断机的高压变压器毁坏;若故障消失则故障是后级电路引起;漏电开关自身缘故:漏电开关的工作电流低于机器的输入电流;漏电开关的抗干扰能差,受高频干扰而引起的误动作。

1、每次开机前检查气压,电路是否正常;每次工作完成后先关掉机器面板电源开关,五分钟后方可关掉总制电源开关。2、机器磨合处定期加润滑由。3、过滤器定期排水,加润滑由。4、高周波吸塑机设备周边保持清洁,良好的散热。5.设备存放于干燥、无尘场所,每月清理一到二次机箱内部卫生,如长时间不工作务必用布盖好机器,以防灰尘进入机器。2、南宁高周波吸塑机操作工作台面板分别为机头的两边,操作方式主要是由操作人员右脚踏定位和左脚开关,焊接过程由时间自动控制,左右机头交替使用,振荡管一次使用或隔太长时间再使用的话,务必预热半个小时以上,以延长振荡管的使用时间。
高周波机哪家好.操作时,高周波输出时,请记住不要接触上极输出端(即上模).也不要接触万能表、试验表或其他低频的仪表,直接测量上极输出端,发生事故。定期检查下极端(下模)的绝缘物,如果有破损、烧毁、破损的地方,必须立即更换绝缘物。南宁高周波吸塑机否则,继续工作时会产生火花。无法完成工序。火花现象频繁发生(上下模相撞,高周波吸塑机输出时)不检查维护,机械零件损坏,影响工作。.用于制作成品的工作物,尽量不要有水分和灰尘。物体容易产生火花。高周波机打开电源后,风扇旋转的声音(4KW、5千瓦的声音小)是真空管的散热,如果风扇发生故障,必须立即修理。否则,真空管会损坏。


