
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

首先观查电子管是不是灯亮;2、把气源断开,开启高周波熔断机高频开关后观查高频率电流表指针是不是在0.2A;3、假如电流表无法显示,还可以检验栅极电阻器是不是正常情况下或是观查交流接触器是不是吸合工作中;4、假如电流表有显示并在0.2A情况下自動转盘式高频机,还可以检验磨具或是电容器片有打火现像;5、观查高周波熔断机熔接時间显示灯是不是能依照调整時间值跳动;同高周波,高周波吸塑机、高频机熔接焊接的原理相仿,高周波吸塑机依然是高周波热合机价格运用高周波技术原理,来对生产加工的原材料完成熔接焊接,不一样的是,高周波熔断机,还可以在原材料熔接焊接的同时,或是原材料熔接焊接之后的数秒内迅速切断不必要一部分,可使产品的生产加工实际效果更加完美。以上内容希望能够对你有所帮助,如果你想要了解更多关于高周波熔断机的相关信息欢迎点击本公司网址进行浏览!
1、机架与电箱的检验:用螺丝刀进行检测,机架上的屏蔽护罩与电箱的震荡桶螺丝是否有松动,否则应予磨修。直观或敲击检查,螺丝若有松动,应换用新螺丝或者重新打孔安装。2、高频震荡桶检测:把电箱顶盖打开,观察震荡桶是否有杂物灰尘等,用气管把灰尘杂物清理干净,并检测电子管灯丝线是否有松动,如果有松动用扳手拧紧。 3、散热风扇的检验:打开设备电源后用耳朵听听是否有风扇的响声或者用手放感觉一下是否 有风出来;高频焊接机最大的特点就是必须保证散热风机正常散热确保电子管的使用寿命。4、气缸的检验:观察气缸垂直度,若连杆泛起弯曲变形,应进行校正。若有裂纹,换用新件,若选用新活塞,应达到技术尺度,活塞与气缸的配合间隙0.03mm ~ 0.09mm。活塞环的配合间隙见表4-2。连杆轴承与轴颈的配合间隙大于0.12mm时,应换用新轴承。5、其他零件的检验:检查进、排=气阀阀片及卸荷阀复位弹簧、油堵弹簧弹力减弱或折断,均换用新件。进、排气阀阀座磨损出凸痕应更换阀板总成,各密封垫圈均换用新件。空滤器滤芯脏污时,可用清洗剂清洗。若严峻脏污可换用新件。6、高周波吸塑机模具的磨损与试验:推荐高周波吸塑机检修完成后,应进行模具的试验。试验可薄的纸张在模具的四周进行检测。(1)在工作台上检测:用A4纸张在模具四周进行测试,待模具压紧纸张后用手抽拉纸张看看是否能拉动,能拉动的说明模具这个角底,不能拉动说明正常。(2)在材料_上进行试验:首先把高频焊接机同调器调至归零,在工作台上垫-层绝缘膜进行塑料焊接测试, 看看塑料焊接周边清晰度是否一致。
高周波高频机械的正确操作顺序应该是怎么样的呢,很多客户朋友会经常问到这个问题,尤其是高周波机械操作员工,下面我将简单介绍高周波高频机械在使用过程中的正确操作顺序.一. 在高周波高频机械使用之前,先接通三相AC380V电源,并打开总开关,再打开高周波机台侧边控制箱上的电源开关,这里一定要注意,高周(高频0开关暂时需要关闭,然后打开高周波机加热系统电源开关,真空管和热模就开始预热了.二. 在高周波吸塑机的下模辅助粘贴上绝缘材料,一般推荐使用高温布,高周波机上极端装上上模,按下高周波机试模开关,并且调试上下模接合位置保持水平,如果高周波吸塑机模具上下模接合不良,就移动下模,如果水平不合,就调较上模的四支柱子,直到高周波高频模具调至水平状态为止.三. 高频模具调至水平后,调节高周波控制台相关时间控制器(高周波机机头下降时间,熔接时间,定型时间),高周波机头下降时间即高周波模具上模运行到压紧下模的时间.熔接时间.即高周波输出时间,定型时间,即固化时间,相关时间需灵活应用,并无固定值数,需要注意的是,双头脚踏机型,只有高周熔接时间.四. 高周波高频机械第一次调模,需将高周波机同调谐调的间距调到最大.五. 当以上操作完成,且温度也达到所需时,这个时候可以把高周开关打上,开始操作测试,熔接热合焊接所需加工件.

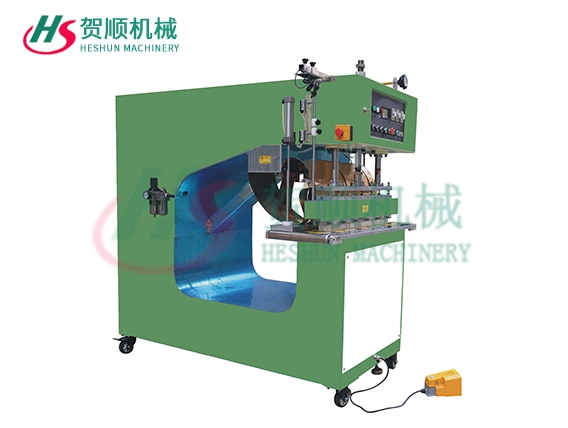
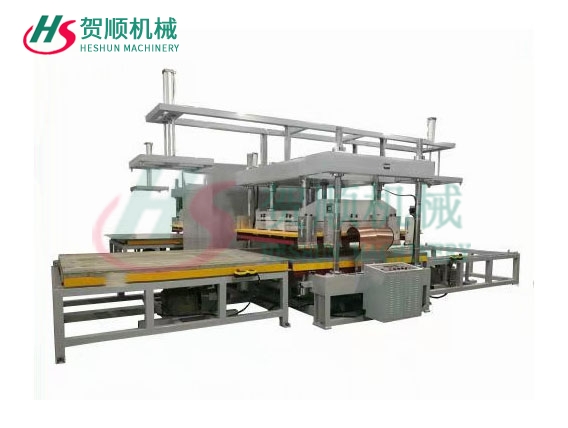
推荐高周波吸塑机广泛运用的行业:电机业:变压器(火牛)蓄电池,电子整流器,开关插头,继电器等;家电业:洗衣机平衡环,蒸气熨斗,遥控器,风轮叶等;化妆业:口红外壳,雪花膏外壳,化妆盒等;食品业:食品容器,保温瓶,餐盒等;文具业:PP文书夹,笔架,订书机,墨水盒等;电子业:录音带壳,计算机,电子表,录像盘,磁盘片,色带等;玩具业:遥控车船,塑料玩偶,水枪等;交通业:车灯外壳,滤清器,反光器,码表,喇叭等。 贺顺(深圳)机械设备有限公司是一家集研发、制造、销售为一体的设备制造企业。专业从事高周波机械、高周波吸塑机超声波设备以及圆筒成型设备,自动化非标定制设备的研发和制造,致力于为广大用户提供自动化高周波、超声波焊接解决方案。公司自主研发各种塑料包装焊接设备,广泛应用于塑料塑胶包装焊接及电子产品组装等行业,并竭力为客户提供高效、优质的自动化设备作业服务。


