
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D
高频机焊接方法(也称为高周波)通常高频机经常应用到各个行业,例如:PVC和PU制品必须用高频机进行焊接。利用高频机焊接方法制造常见的产品有防水油布,帐篷,天花板,户外广告横幅,水床,充气艇,滴灌和血袋,张力结构,输送带,雨服等。超声波焊接机原理和优点:高频机焊接的主要原理是根据待焊接材料的介质电加热。被置于两块金属板(电极)之间的材料片材,随后的高频电压被连接到塑料片材。其结果是:在材料中的分子开始振动,分子的快速运到产生热量加热至熔化的温度。两层材料通过高频电流的同时,并按下在一起,层层融在了一起,并形成了可以承受强大拉力的焊接接头。高频机焊接的优点是焊接速度:在几秒钟之内,长安超声波焊接机是从材料内部加热和快速熔接。其它焊接方法(带细丝,热空气或红外线辐射)与高频机焊接法相比较,其它焊接法热量必须从外界补充。这意味着热量必须首先穿透的物质,以使其塑性融化足以形成焊接,这种焊接方法的主要风险是烧坏焊接材料的顶层,也就是说容易使焊接材料的表面变形。在高频磁场下一些材料产生的热量比其它更多的热量,并因此更适于高频机焊接。这是因为在某种程度上的材料的分子允许自己振动的高频场的结果。这被称为材料的损耗因子。材料的损耗因子越大,就越容易采用高频设备来焊接材料。特别容易焊接的热塑性塑料,如PVC和PU ;这些材料是采用高频焊接机专门焊接。PE等硬质塑料是难以用高频方法焊接。

超声波塑料焊接机焊接注意要点?1、热阻要达到工件的溶点:超声波焊接机换能器把电磁能转换为机械后,通过工件化学物质分子进行传导,超声波声波在固体中地传导声阻远小于在空气中的声阻,当声波通过工件接缝处时,间隙中的声阻大,产生的热能非常就大。温度首先达到工件的溶点,再加上一定的压力,使接缝处熔接。而工件的其他部分由于热阻小,温度低不会熔接。2、采购超声波焊接机输出功率要衡定:超声波焊接机功率的大小,同压电陶瓷片的直径和厚度、材料、设计工艺决定,一但超声波换能器定型,最大功率也就定型了,衡量輸出能量的大小是一个复杂的过成,并不是超声波换能器越大,电源电路使用超声波功率管越多,輸出能量就越大,它须要非常复杂的振幅测量仪,才能准确测量其振幅。以上的这些内容就是关于超声波塑料焊接机焊接注意要点的相关内容,如果您还想要了解更多关于超声波塑料焊接机的相关内容,欢迎联系在线客服,我们将必将竭诚为您服务。

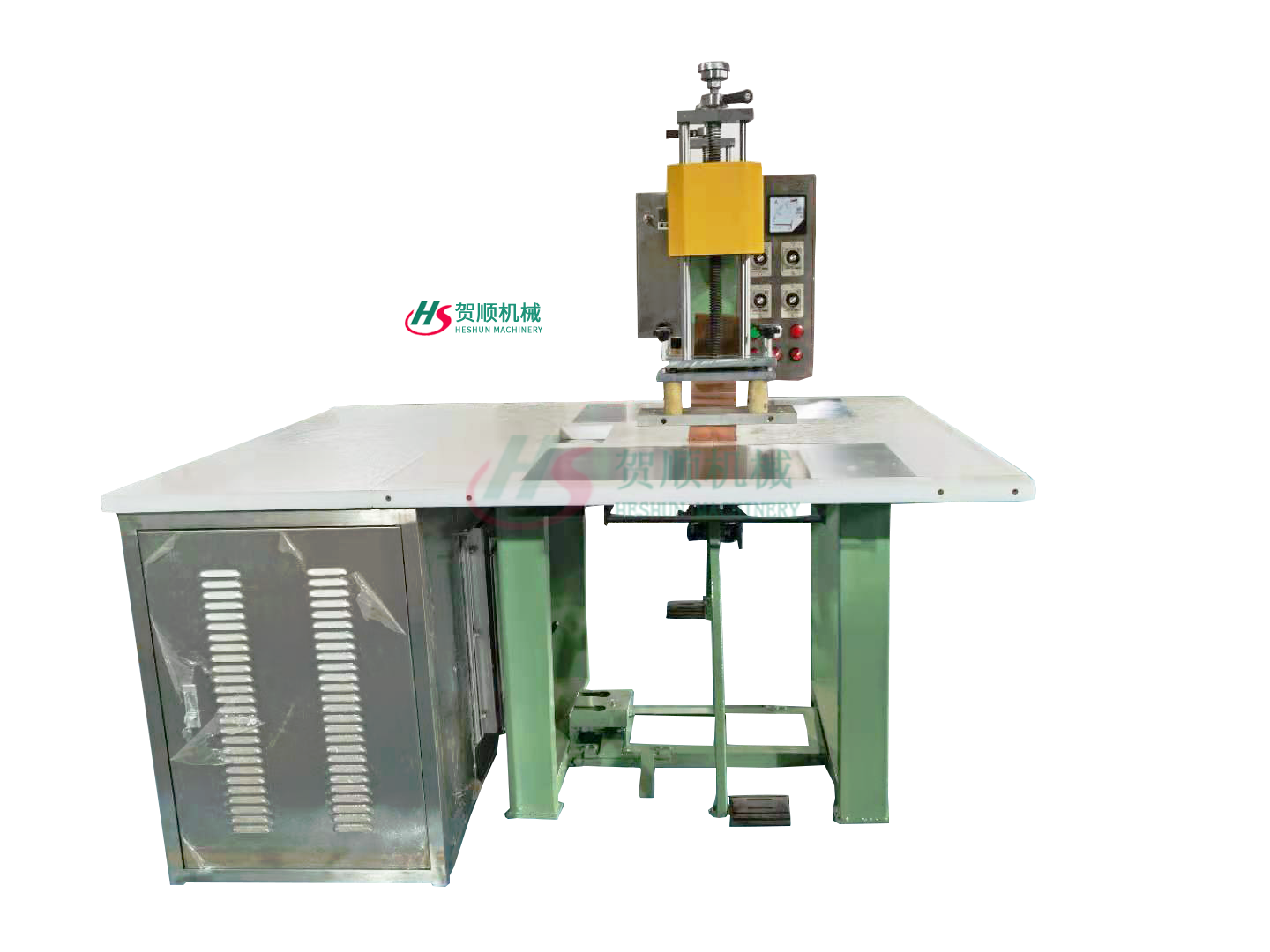
采购超声波焊接机设备对我们来说可能些许的陌生,高周波机主要用于PVC、PET、 PRTG、TPU、PT、EVA或者含有PVC10%的任何软硬塑胶、塑料、人造革、 服装面料均可热合焊接。下面就给大家介绍一下它的的注意事项, 和高周波热合机的特点。一、高周波设备的注意事项:1.本机必须安装良好的接地端(连接正确的接地线)2.高周波机对湿气和灰尘非常敏感,需要放置在适当的工作空间。3.高周波机的真空管会产生高热,所以不能放在产生高热的机器旁边,也不能装置在太阳能直接照射的地方,因为上述原因会影响真空管的散热功能。4.高周波机停止时间超过1小时,接通电源时,为了预热真空管,必须等待10-15分钟,保护真空管的寿命。5.长安超声波焊接机的上下极端(_上下模型)不能直接接触,其间需要绝缘物和工作品。

首先观查电子管是不是灯亮;2、把气源断开,开启高周波熔断机高频开关后观查高频率电流表指针是不是在0.2A;3、假如电流表无法显示,还可以检验栅极电阻器是不是正常情况下或是观查交流接触器是不是吸合工作中;4、假如电流表有显示并在0.2A情况下自動转盘式高频机,还可以检验磨具或是电容器片有打火现像;5、观查高周波熔断机熔接時间显示灯是不是能依照调整時间值跳动;同高周波,超声波焊接机、高频机熔接焊接的原理相仿,超声波焊接机依然是高周波热合机价格运用高周波技术原理,来对生产加工的原材料完成熔接焊接,不一样的是,高周波熔断机,还可以在原材料熔接焊接的同时,或是原材料熔接焊接之后的数秒内迅速切断不必要一部分,可使产品的生产加工实际效果更加完美。以上内容希望能够对你有所帮助,如果你想要了解更多关于高周波熔断机的相关信息欢迎点击本公司网址进行浏览!
长安超声波焊接机原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能。被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传递到焊头。焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,摩擦焊机振动能量被通过摩擦方式转换成热能,将塑料熔化。采购超声波焊接机不仅可以被用来焊接硬热塑性塑料,还可以加工织物和膜。一套超声波焊接系统的主要组件包括超声波发生器,换能器/调幅器/焊头三联组,铜铝摩擦焊机模具和机架线性振动摩擦是如何工作的?线性振动摩擦焊接利用在两个待焊工件接触面所产生的摩擦热能来使塑料熔化。热能来自一定压力下,一个工件在另一个表面以一定的位移或振幅往复的移动。一旦达到预期的焊接程度,振动就会停止,同时仍旧会有一定的压力施加于两个工件上,摩擦焊机厂家使刚刚焊接好的部分冷却、固化,从而形成紧密地结合。
长安超声波焊接机时塑料焊接不牢是很常见的,通常有3种原因导致焊接不牢:1、高周波设备气压压力过小;2、塑料件厚度最大( 2m以内)并且长度不宜超过2.5米3、塑料材质问题,确认所焊接塑料材质为pvc/ tpu或焊接30%pvc混合材质;采购超声波焊接机熔接塑料过程中发现不牢我们该如何调整设备相关参数,解决方法: 1、调整高周波模具;观察塑料熔接后四周溢胶情况,修整上、下模具的平整度,再次焊接看效果。 2、增加高周波电流;依据模具大小/设备功率增大高周波电流,观察焊接后效果,未熟可再适当增加电流。3、增加熔接时间;观察塑料熔接时间是否太短,材料厚适当增加熔接时间。4、增加定型时间;塑料件太厚适当增加冷却定型时间, 5、增加气压压力;先观察气压阀压力大小,正常压力控制在0.55兆帕


