
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

粤西高周波圆盘焊接机出现此故障状况时要留意分辨是有高频输出时跳闸或是无高频输出时跳闸。无高频输出时跳闸请检查灯丝变压器是不是漏电、连接电缆是不是有绝缘层破损漏电;有高频输出时跳闸原因是整机工作电流偏大所致,导致原因有:1.高频部分有严重短路(包含电子管毁坏),可参考过“电流保护”中的方式 解决;2.直流高压供电回路短路,应检查高周波熔断机的高压滤波电容是不是击穿漏电、灯丝变压器的灯丝绕组是不是对地漏电、电子管支架固定电容(高频耦合电容)是不是击穿漏电、整流二极管是不是有击穿短路状况;3.高周波圆盘焊接机的高压变压器是不是对地击穿漏电、可断开整流板输出端试机:若故障存在则说明高周波熔断机的高压变压器毁坏;若故障消失则故障是后级电路引起;漏电开关自身缘故:漏电开关的工作电流低于机器的输入电流;漏电开关的抗干扰能差,受高频干扰而引起的误动作。
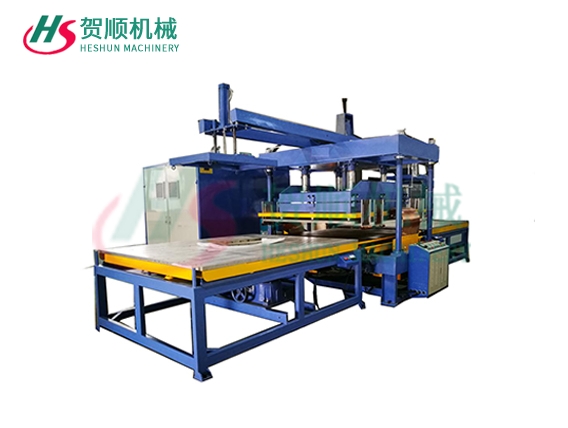
高周波机可配备高灵敏度火花保护器。对于超薄和高精度产品,火花产生过程中的不平衡电流可以被精确检测。当火花产生过程中电流上升时,振荡电路可立即切断以抑制火花,从而将对模具、产品原材料和产品的损害降至最低。对于较厚的材料,一般不需要安装,适用于普通的火花保护系统。高周波圆盘机采用低损耗同轴振荡器,可根据模具尺寸和塑料厚度随时调整输出力的大小。当输出力过大时,高周波输出将被切断,从而保护机器中的电子管不会因电流过大而损坏。高周波圆盘机属于高频设备,高频电磁场由电子管自激振荡器产生。待加工物体被压在高频电磁场的上下电机之间,其内部分子被激发并高速运动,相互摩擦发热熔化,从而达到在模具压力下焊接或压花的目的。上述所讲解的就是高周波圆盘机的功能,希望看完能够对您有所帮助,如果您想要了解更多关于高周波圆盘机的相关信息的话,欢迎在线咨询客服或是拨打本公司服务热线(网站右上角)进行咨询,我们将竭诚为您提供优质的服务!

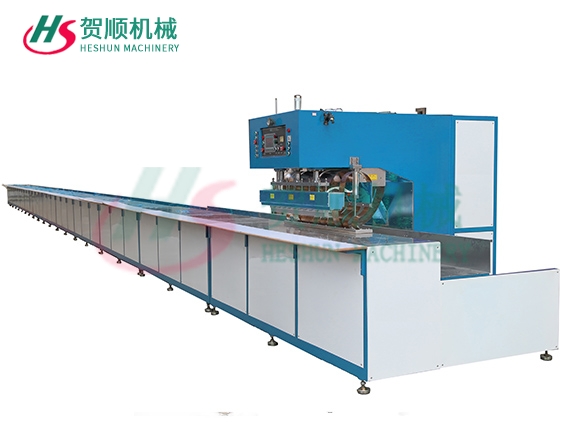
充气床垫产品多样化决定了机器多样:床垫床体热合用单头滑台式、双头滑台式高频机;床垫大小不同所需要的机台大小不同,有50-150kw可以选择。作为高频热合机厂家,推荐高周波圆盘焊接机充气床垫高频热合机所指的不是某一款特定机型。1. 大部分充气床都是立体结构,需要进行多个焊接面的加工,而高频热合机的机台都是平面的,这就不能在同一个工序中完成。2. 充气床有小部件需要分开加工。即使没有小部件,肯定要有个充气嘴的,气嘴的焊接在床体焊接之前,不能同时进行。 粤西高周波圆盘焊接机是不能一次成型产品的。您在选购的时候,需要同厂家项目负责人仔细沟通,提供相关产品规格、结构、产量、预算等信息。
粤西高周波圆盘焊接机时塑料焊接不牢是很常见的,通常有3种原因导致焊接不牢:1、高周波设备气压压力过小;2、塑料件厚度最大( 2m以内)并且长度不宜超过2.5米3、塑料材质问题,确认所焊接塑料材质为pvc/ tpu或焊接30%pvc混合材质;推荐高周波圆盘焊接机熔接塑料过程中发现不牢我们该如何调整设备相关参数,解决方法: 1、调整高周波模具;观察塑料熔接后四周溢胶情况,修整上、下模具的平整度,再次焊接看效果。 2、增加高周波电流;依据模具大小/设备功率增大高周波电流,观察焊接后效果,未熟可再适当增加电流。3、增加熔接时间;观察塑料熔接时间是否太短,材料厚适当增加熔接时间。4、增加定型时间;塑料件太厚适当增加冷却定型时间, 5、增加气压压力;先观察气压阀压力大小,正常压力控制在0.55兆帕

高周波高频机械的正确操作顺序应该是怎么样的呢,很多客户朋友会经常问到这个问题,尤其是高周波机械操作员工,下面我将简单介绍高周波高频机械在使用过程中的正确操作顺序.一. 在高周波高频机械使用之前,先接通三相AC380V电源,并打开总开关,再打开高周波机台侧边控制箱上的电源开关,这里一定要注意,高周(高频0开关暂时需要关闭,然后打开高周波机加热系统电源开关,真空管和热模就开始预热了.二. 在高周波圆盘焊接机的下模辅助粘贴上绝缘材料,一般推荐使用高温布,高周波机上极端装上上模,按下高周波机试模开关,并且调试上下模接合位置保持水平,如果高周波圆盘焊接机模具上下模接合不良,就移动下模,如果水平不合,就调较上模的四支柱子,直到高周波高频模具调至水平状态为止.三. 高频模具调至水平后,调节高周波控制台相关时间控制器(高周波机机头下降时间,熔接时间,定型时间),高周波机头下降时间即高周波模具上模运行到压紧下模的时间.熔接时间.即高周波输出时间,定型时间,即固化时间,相关时间需灵活应用,并无固定值数,需要注意的是,双头脚踏机型,只有高周熔接时间.四. 高周波高频机械第一次调模,需将高周波机同调谐调的间距调到最大.五. 当以上操作完成,且温度也达到所需时,这个时候可以把高周开关打上,开始操作测试,熔接热合焊接所需加工件.


