
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D

手机皮套,在目前市场上有两种主要的加工方式:一是用高周波焊接医疗或热压机压合裁切成型,加工效率高。另一种是传统的针车缝合,产品结实,效率较低。而热压与高周波压合针对性也有些区别,下面小编简单介绍下两种工艺的优劣。做手机皮套到底用热压机好呢还是用推荐高周波焊接医疗好?两者区别优劣如何?做手机皮套目前有多种做法,优劣各有不同,客户可根据自己情况选择适宜方案,并非有绝对好方案适宜所有产品的。一、以前做得多的是车缝,后开发改用普通热压机或高周波机,先压合熔接后再另用裁切机裁切成型,此法延续至今仍有很多工厂采用此工艺;这种做法优势是工艺简单,投入成本低,缺点是工序多,相对生产效率较低。
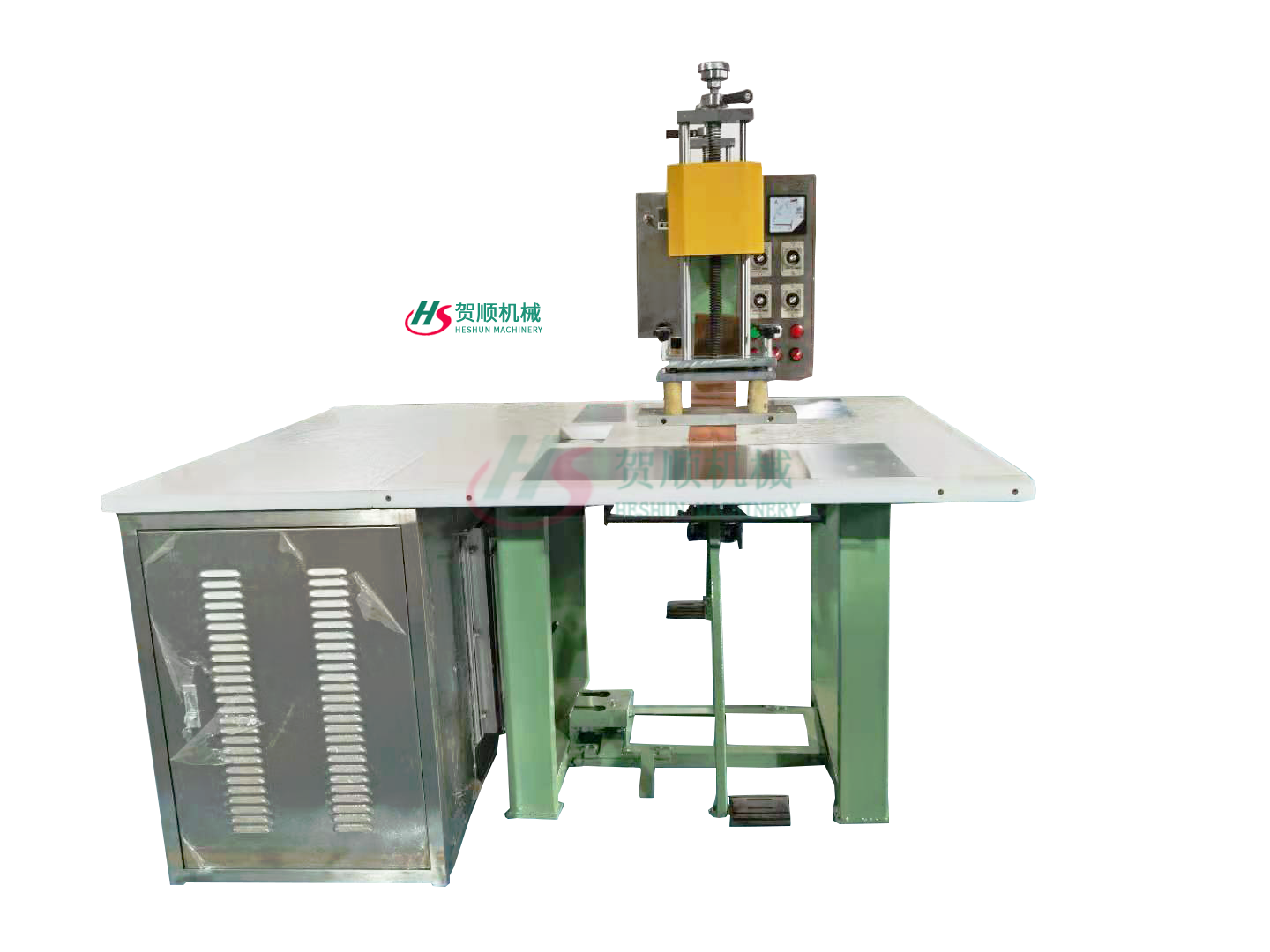
推荐高周波焊接医疗的正确使用方法:1.在高周波机的上模輔助黏贴上绝缘层材料,一般强烈推荐应用高温布,高周波机上极端化装上模,按住高周波机试件电源开关,而且调节左右模紧密连接部位维持水准,假如高频机模具左右模紧密连接欠佳,就挪动上模,假如水准不符合,就调较下模的四支柱头,直至高频机高频率磨具调至水准情况才行。2.高频率磨具调至水准后,调整高频机控制面板有关时控(高周波机发动机下降时间,溶接時间,定形時间),高周波机头下降时间即高周波模具下模运作到卡紧上模的時间.溶接時间.即高频机輸出時间,定時间,即干固時间,有关時间需灵便运用,并无数值数,必须留意的是,多头脚踩型号,仅有高周溶接時间。3.高周波焊接医疗第一次调模,需将高周波机同格调协调的间隔调到较大。4.成为实际操作进行,且溫度也做到需要时,这个时候能够 把高周电源开关打上,刚开始实际操作检测,溶接热熔电焊焊接所需零件加工。
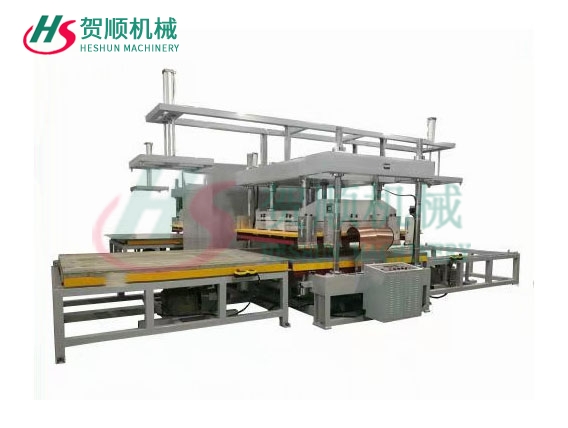
高周波圆盘机利用高频热封原理,通过高频模具加热工件,达到塑料与塑料、塑料与纸卡的融合,或纸卡与纸卡的塑料连接。在印刷过程中,融合纸卡的表面通常会涂上一层聚氯乙烯或APET和PETG胶,在高频的作用下融为一体。高周波焊接医疗常用于双面吸塑包装、吸塑升降机密封包装、双面纸夹吸塑盖热封包装,也称吸塑包装、高频热封包装、吸塑包装。因此,高周波圆盘机也是包装机械、印刷包装机械中常用的一种包装设备。高周波圆盘机采用真空管,输出稳定。高灵敏度火花过流保护电路可自动感应并切断高周压制火花,保护模具。高周波圆盘机配有高频稳频器和高频屏蔽装置,有效减少高频干扰。适用于文具包装、电子产品包装、MP3、MP4、MP5吸塑包装、牙刷包装、牙线包装、玩具包装、礼品包装、五金包装、u盘包装等吸塑纸卡包装,也可用于聚氯乙烯软线塑料盒成型、塑料焊接、聚氯乙烯加工等用途。高周波圆盘机配有高灵敏度的火花保护器,能及时切断高频输出,以保护模具产品和设备,以防产生火花。推荐高周波焊接医疗配有高频稳频器和高频磁场屏蔽系统装置,减少高频干扰,有效解决高频对其他机器或居民生活的影响。高周波圆盘机有多个焊接位置。操作者只需放入产品,按下圆盘前进按钮,机头自动下降,加热上升,圆盘退出,产品放入,下一次焊接的全过程自动完成。

在开展塑料焊接时,一般焊接必须高溫,高溫造成是由气体燃烧,例如:乙炔等,针对超声波塑料焊接机来讲,其高溫超声是通过超声波造成高频率震动,这类高频率震动,能够 通过焊接件将超声波动能传送到焊区,因为焊区即2个焊接的交界层处声阻大,因而会造成高溫。高周波焊接医疗当通过以上方式超声高溫后,因为塑料传热性差,一时间发热量无法得到立即释,而集聚在焊区,进而造成 2个塑料表面快速熔融,熔融后的塑料,再历经外力,就可以使2个塑料非常好地黏合在一起。带黏合坚固后,撤掉外力,那样2个塑料获得非常好的结合,焊接的抗压强度更强。推荐高周波焊接医疗的焊接效果好坏,关键影响因素有下列三个:(1)换能器超声波模具的震幅。换能器可以操纵超声波,操纵震动力度,进而能够 操纵其所造成的溫度.(2)焊接時间。焊接時间确保二种塑料的粘接效果,粘接后的可靠性怎样。(3)外力尺寸。外力是确保塑料粘接效果更优,外力不可以很大,不然非常容易造成 形变。


