
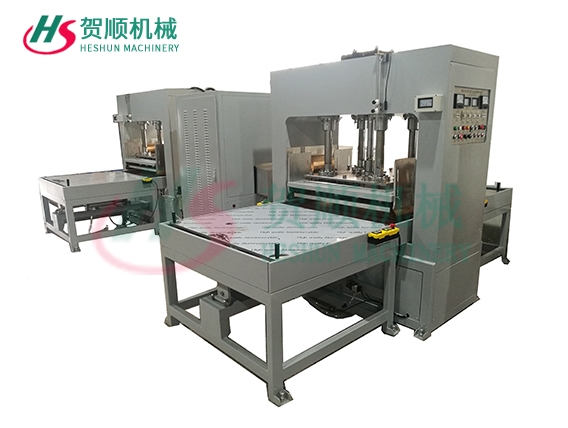
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568
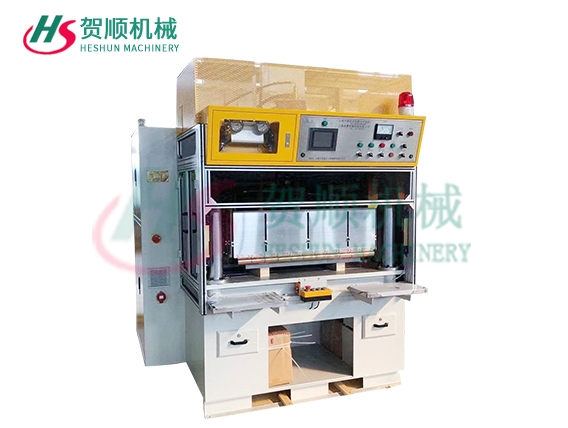
专业从事高周波机械、超声波设备
为广大用户提供自动化高周波、超声波焊接解决方案
咨询 杨先生:
136-0042-9568

联系人:杨先生
电 话:136-0042-9568
邮 箱:hs@hsszjx.com
地 址:深圳市光明区马田街道将围社区将石一工业区12号4栋3D
在开展塑料焊接时,一般焊接必须高溫,高溫造成是由气体燃烧,例如:乙炔等,针对超声波塑料焊接机来讲,其高溫超声是通过超声波造成高频率震动,这类高频率震动,能够 通过焊接件将超声波动能传送到焊区,因为焊区即2个焊接的交界层处声阻大,因而会造成高溫。吹气焊接机当通过以上方式超声高溫后,因为塑料传热性差,一时间发热量无法得到立即释,而集聚在焊区,进而造成 2个塑料表面快速熔融,熔融后的塑料,再历经外力,就可以使2个塑料非常好地黏合在一起。带黏合坚固后,撤掉外力,那样2个塑料获得非常好的结合,焊接的抗压强度更强。采购吹气焊接机的焊接效果好坏,关键影响因素有下列三个:(1)换能器超声波模具的震幅。换能器可以操纵超声波,操纵震动力度,进而能够 操纵其所造成的溫度.(2)焊接時间。焊接時间确保二种塑料的粘接效果,粘接后的可靠性怎样。(3)外力尺寸。外力是确保塑料粘接效果更优,外力不可以很大,不然非常容易造成 形变。
1、机架与电箱的检验:用螺丝刀进行检测,机架上的屏蔽护罩与电箱的震荡桶螺丝是否有松动,否则应予磨修。直观或敲击检查,螺丝若有松动,应换用新螺丝或者重新打孔安装。2、高频震荡桶检测:把电箱顶盖打开,观察震荡桶是否有杂物灰尘等,用气管把灰尘杂物清理干净,并检测电子管灯丝线是否有松动,如果有松动用扳手拧紧。 3、散热风扇的检验:打开设备电源后用耳朵听听是否有风扇的响声或者用手放感觉一下是否 有风出来;高频焊接机最大的特点就是必须保证散热风机正常散热确保电子管的使用寿命。4、气缸的检验:观察气缸垂直度,若连杆泛起弯曲变形,应进行校正。若有裂纹,换用新件,若选用新活塞,应达到技术尺度,活塞与气缸的配合间隙0.03mm ~ 0.09mm。活塞环的配合间隙见表4-2。连杆轴承与轴颈的配合间隙大于0.12mm时,应换用新轴承。5、其他零件的检验:检查进、排=气阀阀片及卸荷阀复位弹簧、油堵弹簧弹力减弱或折断,均换用新件。进、排气阀阀座磨损出凸痕应更换阀板总成,各密封垫圈均换用新件。空滤器滤芯脏污时,可用清洗剂清洗。若严峻脏污可换用新件。6、吹气焊接机模具的磨损与试验:采购吹气焊接机检修完成后,应进行模具的试验。试验可薄的纸张在模具的四周进行检测。(1)在工作台上检测:用A4纸张在模具四周进行测试,待模具压紧纸张后用手抽拉纸张看看是否能拉动,能拉动的说明模具这个角底,不能拉动说明正常。(2)在材料_上进行试验:首先把高频焊接机同调器调至归零,在工作台上垫-层绝缘膜进行塑料焊接测试, 看看塑料焊接周边清晰度是否一致。

大岭山吹气焊接机没有电流怎么办?莫急!教你检修思路及维修方案,让你轻松解决高频机故障问题;首先准备准备万用表等常规工具就可以现场轻松解决高频机没有电流现象。如果吹气焊接机设备出现没有电流的故障现象:设备的动作流程正常,但是没有高频,交流接触器吸合时,电流表的指针一点都不动,可能存在以下的故障问题。一.检查步骤:1、检查交流接触器是否正常工作。接触后检查二相电有无接触良好。2、顺着线路检查高压变压器。查看是否烧毁或线路有无接触不良。3、检查电子管是否正常工作,电子管是否发出淡黄色灯光。检查后正常。4、检查栅极线路是否正常工作。检查后发现栅极的电阻丝烧断,把电阻丝熔接后设备工作出现高频,同时也会有电流不稳和模具打火现象,故判断为栅极电阻丝烧断弓|起无高频电流。

自动高周波机又叫高频机,工作原理为利用高频发射頻率大于100Khz的电磁波,瞬间加热或者是材料间發生极化现象,可达到塑胶熔接的目地。自动高周波机分成两种,一类是金属材料感应加热,利用高频使金属材料迅速加热 ,通常用在金属材料加热,铆钉埋植,用于淬火,透热,退火,焊接的理想化机器设备。自动高周波机机器设备的电动机输出功率应大于冲压须要的输出功率。采购吹气焊接机应确保使用的便捷和安全性能。对干校平、校形模应选用大吨位双柱或四柱自动高周波机机器设备。现代化吹气焊接机加工制造业是相对于传统式自动高周波机加工制造业来讲,指不停吸收电子信息技术、计算机、机械、材料及其现代化管理方法技术等层面的高新科技技术成果,并将这些综合运用于加工制造业产品的研制设计、生产加工制造、在线监测、服务项目和管理方法的全过程,实现优质、高效率、低消耗、清洁、灵活生产制造,即实现、自动化技术、智能化系统、柔性生产、生态化生产制造,获得非常好经济社会和市场效果的加工制造业总称。


